
刀具材料及刀具構(gòu)造
發(fā)布日期:2017-12-20 17:05:00 瀏覽人數(shù):已有0 瀏覽
切削過程中,直接完成切削工作的是刀具。無論哪種刀具,一般都由切削部分和夾持部分組成。夾持部分是用來將刀具夾持在機(jī)床上的部分,要求它能保證刀具正確的工作位置,傳遞所需要的運動和動力.并且夾持可靠,裝卸方便。切削部分是刀具上直接參加切削工作的部分,刀具切削性能的優(yōu)劣,取決于切削部分的材料、角度和結(jié)構(gòu)。
一.刀具材料
1.常用材料
目前,生產(chǎn)中所用的刀具材料以高速鋼和硬質(zhì)合金居多。碳素工具鋼(如T10A、T12A)、工具鋼(如9SiCr、CrWMn)因耐熱性差,僅用于一些手工或切削速度較低的刀具。
高速鋼是一種加入較多的鎢、鉬、鉻、釩等合金元素的高合金工具鋼。有較高的熱穩(wěn)定性,較高的強(qiáng)度、韌性、硬度和耐磨性;其制造工藝簡單,容易磨成鋒利的切削刃,可鍛造,這對于一些形狀復(fù)雜的工具,如鉆頭、成形刀具、拉刀、齒輪刀具等尤為重要,是制造這些刀具的主要材料。
高速鋼按用途分為通用型高速鋼和高性能高速鋼;按制造工藝不同分為熔煉高速鋼和粉末高速鋼。

2.硬質(zhì)合金
由難熔金屬化合物(如WC、TiC)和金屬粘結(jié)劑(Co)經(jīng)粉末冶金法制成。
因含有大量熔點高、硬度高、化學(xué)穩(wěn)定性好、熱穩(wěn)定性好的金屬碳化物,硬質(zhì)合金的硬度、耐磨性和耐熱性都很高。硬度可達(dá)HRA89~93,在800~1000°C還能承擔(dān)切削,耐用度較高速鋼高幾十倍。當(dāng)耐用度相同時,切削速度可提高4~10倍。唯抗彎強(qiáng)度較高速鋼低,沖擊韌性差,切削時不能承受大的振動和沖擊負(fù)荷。
碳化物含量較高時,硬度高,但抗彎強(qiáng)度低;粘結(jié)劑含量較高時,抗彎強(qiáng)度高,但硬度低。
硬質(zhì)合金以其切削性能優(yōu)良被廣泛用作刀具材料(約占50%)。如大多數(shù)的車刀、端銑刀以至深孔鉆、鉸刀、齒輪刀具等。它還可用于加工高速鋼刀具不能切削的淬硬鋼等硬材料。
二.刀具角度
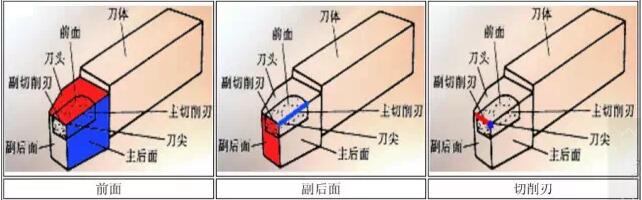
1.刀具切削部分的組成
(1)前面(前刀面):刀具上與切屑接觸并相互作用的表面。
(2)主后面(主后刀面):刀具上與工件過渡表面接觸并相互作用的表面。
(3)副后面(副后刀面):刀具上與工件已加工表面接觸并相互作用的表面。
(4)主切削刃:前刀面與主后刀面的交線,它完成主要的切削工作。
(5)副切削刃:前刀面與副后刀面的交線,它配合主切削刃完成切削工作,并最終形成已加工表面。
(6)刀尖:連接主切削刃和副切削刃的一段刀刃,它可以是小的直線段或圓弧。
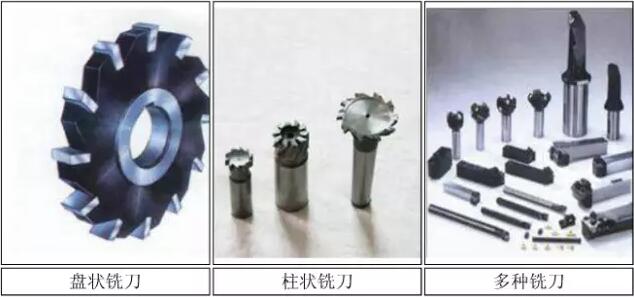
其它各類刀具,如刨刀、鉆頭、銑刀等,都可看作是車刀的演變和組合。如上圖所示,刨刀切削部分的形狀與車刀相同(圖a);鉆頭可看作是兩把一正一反并在一起同時車削孔壁的車刀,因而有兩個主切削刃,兩個副切削刃,還增加了一個橫刃(圖b);銑刀可看作由多把車刀組合而成的復(fù)合刀具,其每一個刀齒相當(dāng)于一把車刀。

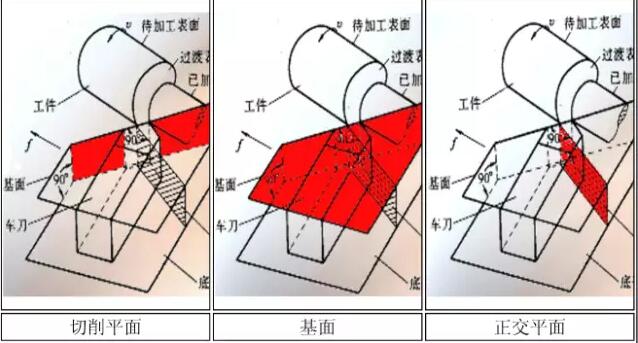
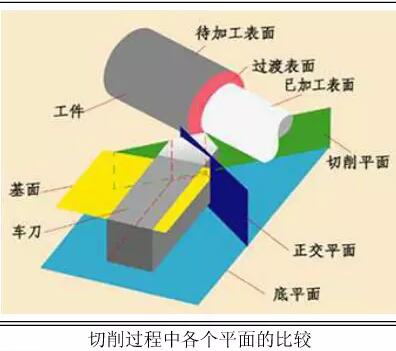
2.要確定和測量刀具角度,必須引入三個相互垂直的參考平面:
(1)切削平面:通過主切削刃上某一點并與工件加工表面相切的平面
(2)基面:通過主切削刃上某一點并與該點切削速度方向相垂直的平面。
(3)正交平面:通過主切削刃上某一點并與主切削刃在基面上的投影相垂直的平面。
3.刀具的標(biāo)注角度
(1)前角:在正交平面內(nèi)測量的前刀面與基面之間的夾角,前角表示前刀面的傾斜程度;
(2)后角:在正交平面內(nèi)測量的主后刀面與切削平面之間的夾角,后角表示主后刀面的傾斜程度;
(3)主偏角:在基面內(nèi)測量的主切削刃在基面上的投影與進(jìn)給運動方向的夾角,主偏角一般為正值;
(4)副偏角在基面內(nèi)測量的副切削刃在基面上的投影與進(jìn)給運動反方向的夾角,副偏角一般為正值。
(5)刃傾角在切削平面內(nèi)測量的主切削刃與基面之間的夾角

1.產(chǎn)生原因:在實際的切削加工中,切削平面、基面和正交平面位置會發(fā)生變化。
2.定義:以切削過程中實際的切削平面、基面和正交平面為參考平面所確定的刀具角度稱為刀具的工作角度,又稱實際角度。
3.影響:刀具安裝位置對工作角度的影響、進(jìn)給運動對工作角度的影響。
三.刀具結(jié)構(gòu)
1.刀具分類
(1)按加工方式和具體用途,可分為車刀、孔加工刀具、銑刀、拉刀、螺紋刀具、齒輪刀具、自動線及數(shù)控機(jī)床刀具和磨具等幾大類型。
(2)按所用材料性質(zhì),可分為高速鋼刀具、硬質(zhì)合金刀具、陶瓷刀具、立方氮化硼(CBN)刀具和金剛石刀具等;
(3)按結(jié)構(gòu)形式,可分為整體刀具、鑲片刀具、機(jī)夾刀具和復(fù)合刀具等
(4)按是否標(biāo)準(zhǔn)化,可分為標(biāo)準(zhǔn)刀具和非標(biāo)準(zhǔn)刀具等。
2.常用刀具簡介
(1)車刀:可以在車床上加工外圓、端平面、螺紋、內(nèi)孔,也可用于切槽和切斷等。a)直頭外圓車刀b)彎頭外圓車刀c)彎頭外圓車刀d)端面車刀e)內(nèi)孔車刀f)切斷刀g)寬刃光刀
(2)孔加工刀具孔加工刀具一般可分為兩大類:一類是從實體材料上加工出孔的刀具,常用的有麻花鉆、中心鉆和深孔鉆等;另一類是對工件上己有孔進(jìn)行再加工用的刀具,常用的有擴(kuò)孔鉆、鉸刀及鏜刀等。a.麻花鉆:麻花鉆是應(yīng)用最廣的孔加工刀具,特別適合于3Omm以下的孔的粗加工,有時也可用于擴(kuò)孔。
工作部分(刀體)的前端為切削部分,承擔(dān)主要的切削工作,后端為導(dǎo)向部分,起引導(dǎo)鉆頭的作用,也是切削部分的后備部分。
工作部分有兩個對稱的刃瓣、兩條對稱的螺旋槽;導(dǎo)向部分磨有兩條棱邊。
標(biāo)準(zhǔn)麻花鉆存在切削刃長、前角變化大、螺旋槽排屑不暢、橫刃部分切削條件很差等結(jié)構(gòu)問題,生產(chǎn)中為了提高鉆孔的精度和效率,常將標(biāo)準(zhǔn)麻花鉆按特定方式刃磨成“群鉆”使用。
群鉆的基本特征為:“三尖七刃銳當(dāng)先,月牙弧槽分兩邊,一側(cè)外刃開屑槽,橫刃磨得低窄尖”。
b.中心鉆:中心鉆用于加工軸類工件的中心孔。鉆孔時,先打中心孔,也有利于鉆頭的導(dǎo)向,可防止孔的偏斜。
c.深孔鉆:深孔鉆是專門用于鉆削深孔的鉆頭。為解決深孔加工中的斷屑、排屑、冷卻潤滑和導(dǎo)向等問題,人們先后開發(fā)了外排屑深孔鉆、內(nèi)排屑深孔鉆、噴吸鉆和套料鉆等多種深孔鉆。








 備案號:
備案號: